
The forging done with the help of presses is known as press forging. It is usually referred as hot pressing, and is carried out either using hydraulic presses or mechanical (crank type) presses.
The press forging is similar to drop forging but uses a single, continuous, slow squeezing action instead of a series of impact blows. Because of slow ram travel and continuous action of the hydraulic presses, the deformation penetrates deeper so that the entire volume of the work piece simultaneously and uniformly undergoes plastic deformation. While in case of drop forging, the energy is only transmitted into the surface layers of the work part.
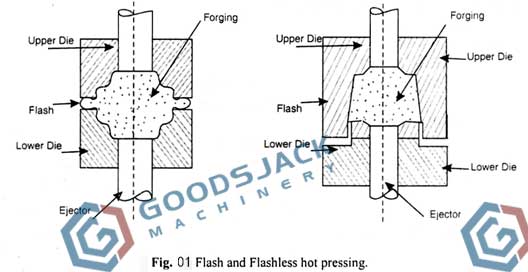
A good industrial practice is to use shaped blanks or preforms so that it can be forged in a single continuous stroke. The press forging may be of flash type of fleshless. In flash-press-forging, the surplus metal is flashed out in the gutter, provided at the parting line, while in flashless-press-forging, the entire material is utilized to fill the die cavity.
In both the processes, the forged part is pushed out of the die cavity by means of an ejector, as shown in Fig.01
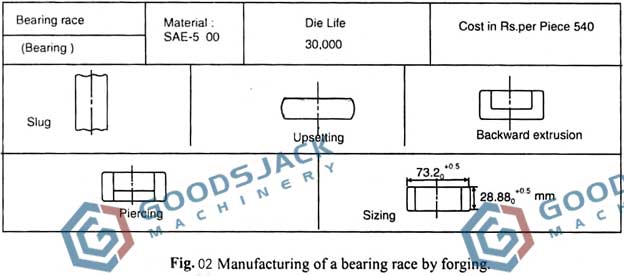
Both, hydraulic presses and mechanical presses are employed for press forging operation. The mechanical presses are used for light work while the hydraulic presses are employed for heavy work. Also, the mechanical press operates faster than the hydraulic presses but provides less squeezing force. Fig.02 Shows the sequence of operation, the estimated die life for production of bearing races.
Advantages of Press Forging:
1. Higher productivity than drop forging.
2. Greater accuracy in terms of tolerances within 0.01 to 0.02 inch.
3. Dies used in press forging have less draft, therefore more complicated shapes can be forged with better dimensional accuracy.
4. The speed, pressure and travel of the die are automatically controlled, in press forging.
5. Possibility of process automation through mechanism of blank feeding and forging removal.
6. The operation is completed in a single squeezing action, saves the time.
7. The plastic deformation goes deep into the centre of the work piece, provides uniform and simultaneous deformation throughout the metal.
8. The capacity of presses ranging from 500 to 9000 tons and the number of working strokes per minute can be high as 40 or even 50. Means 40 to 50 parts produced per minute.
9. The press forging, therefore, is suitable for mass production of nuts, bolts, rivets, screws, break levers, bearing races, valves, etc.
Limitations of Press Forging:
Nevertheless, the press forging has certain limitations, these are:
1. The initial capital cost is higher compared with drop forging, because the cost of crank press is always higher than that of an equivalent hammer.
2. The difficulty of descaling the blank is another short coming of this process.
3. The process is economically suitable only when the equipment is efficiently utilized.
 +86-769-8306-1993
+86-769-8306-1993
 E-mail
E-mail
